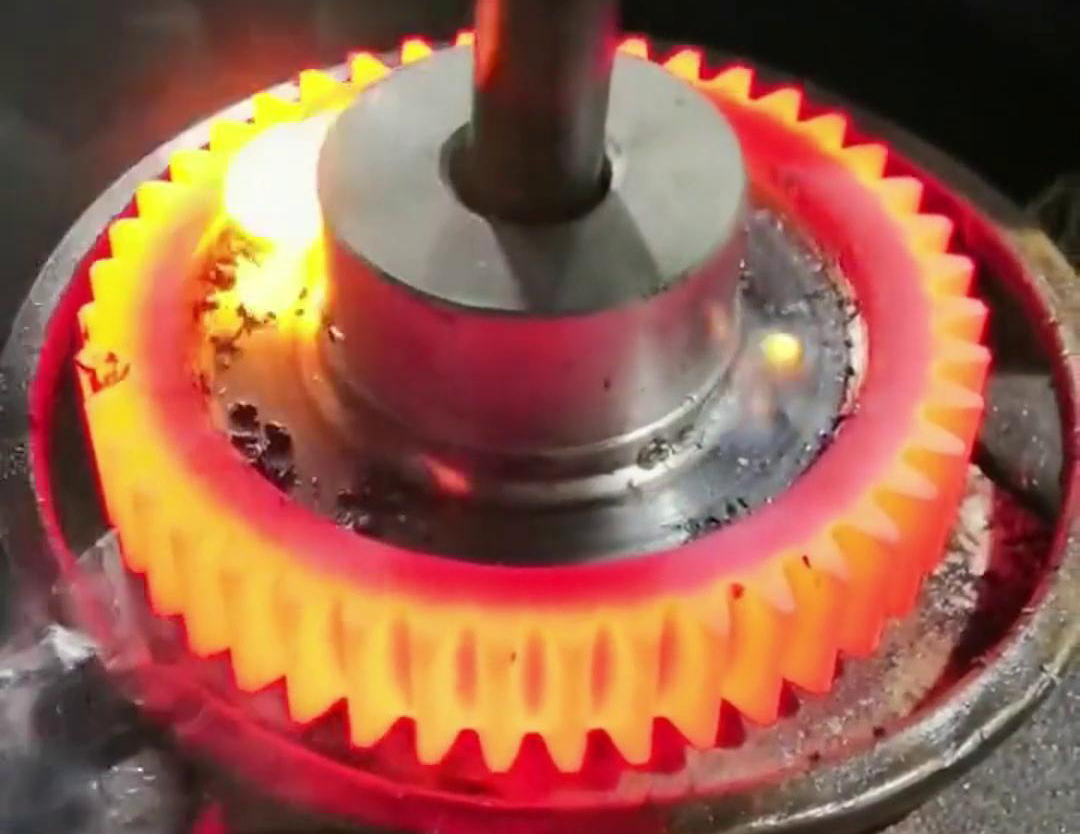
齒輪中頻淬火設備控制感應加熱鋼徑向溫差的措施。
控制徑向溫差,保證鋼材透熱,是獲得穩(wěn)定性能的重要條件。控制徑向溫差在大尺寸鋼材回火處理中尤為重要。控制徑向溫差的主要措施如下。

(1)選擇齒輪中頻淬火設備電源加熱在居里點上下加熱時,應選擇較低頻電源加熱。利用深電流深度加熱可以縮小鋼材的徑向溫差。舉例來說,鋼管調質處理時,在居里點以下選用180Hz、300Hz、500Hz屯源加熱;在居里點以上選用1000Hz、2500Hz電源加熱;在居里點以下選用1000~4000Hz電源加熱棒材,在居里點以上選用6~lOkHz電源加熱棒材。
(2)在保持加熱效率的前提下,采用齒輪中頻淬火設備持加熱效率的前提下,采用合理的表面功率密度加熱,將鋼材的加熱速度控制在合理的范圍內。尤其要控制在居里點以下時,升溫速度不宜過快。加熱應根據(jù)生產(chǎn)實際情況選擇具體表面功率密度。當傳感器串聯(lián)加熱時,直徑為30毫米的棒材加熱速度、加熱時間和徑向溫差之間的關系。在鋼材透熱前的加熱過程中,加熱速度越快(表面功率密度越大),鋼材徑向溫差越大。但升溫速度越快,鋼材達到透熱點的加熱時間越短。因此,為了獲得小徑向溫差,必須根據(jù)不同的加熱速度把握透熱時間。只有這樣,才能達到加熱速度快、透熱時間短、徑向溫差小的綜合效果。這是利用合理的表面功率密度快速加熱的選擇。
|聯(lián)系海拓
第一時間了解我們的新產(chǎn)品發(fā)布和最新的資訊文章。 廣東海拓智能科技有限公司,是國內較早研制中高頻感應加熱設備的生產(chǎn)廠家,集聚多位專業(yè)從事感應加熱設備工程師專家、集研發(fā)、設計、生產(chǎn)制造、銷售、服務于一體民營企業(yè)。已經(jīng)通過 CE認證,ISO9001體系認... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯(lián)系海拓